材料不断精进,HRC碳纤维车身方案带来哪些可能?
HRC作为一家跨国公司,在英国有子公司英智迪,主要做仿真分析,拥有有近30年的经验,同时在西班牙的巴塞罗那和德国的奥格斯堡设有商务分支。目前HRC的量产基地都在常熟,此外还有ACTC复合材料研发中心,主要从事产品的试制和开发,以及开发一些先进的工艺技术。
进入市场,提供轻量化特别方案
HRC能提供的服务从高级研发、设计、工程开发一直到产品制造,HRC面向的市场也包括了汽车、航空航天、建筑、基础设施以及风能,主要关注汽车轻量化解决方案,将白车身、底盘、动力总成等部分作为减重优化的重点。
为了达到减重目标,HRC将整个轻量化开发的过程分为四个主要阶段,由于部件原本通常是基于钢或者铝设计的,HRC需要将部件重新基于复合材料来进行开发,需要考虑到结构以及材料的特点,进行材料的仿真分析,选择合适的材料,进而对材料、工艺以及结构作为整体考虑来进行设计优化,以最终实现材料从金属向复合材料的转变。
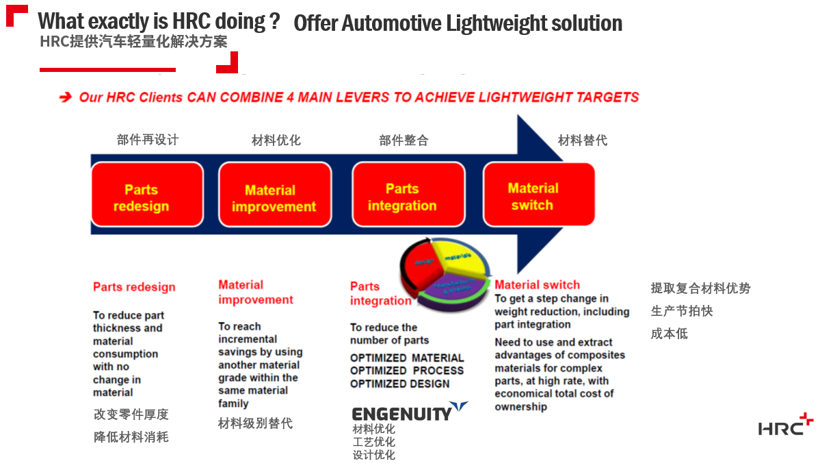
HRC利用复合材料的优势,在B柱加强件的案例中,将多个部件优化集成为一个整体,减少零件的数量,并成功在金属转化到复合材料的过程中,将六个部件优化为两个部件,并且同时做到了35%的减重。
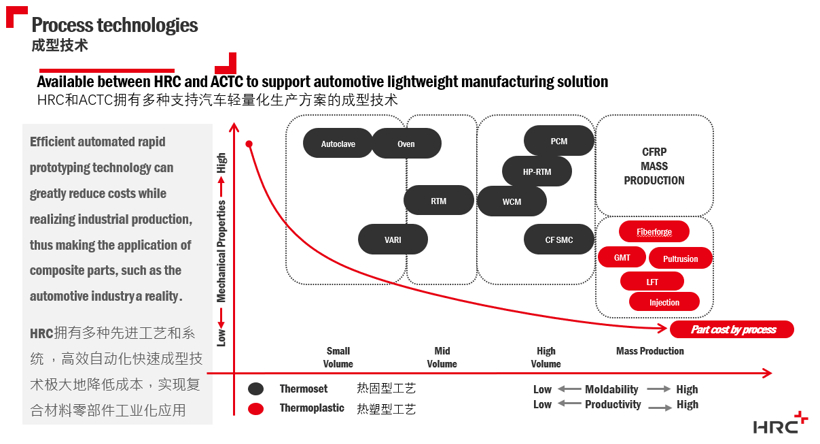
为了实现金属向复合材料的转变,在碳纤维的生产过程中并没有一种最好的工艺,HRC会根据产量需求、目标价格和结构复杂程度,选择一种最合适的工艺。比如超级跑车通常拥有较高的设计标准以及较低的产能需求,HRC就会选择热压罐工艺;针对中等产能的部件,选择高压RTM或者SMC等工艺;针对产能需求较大的汽车零部件时,选择热塑型工艺的复合材料应用。
目前HRC公司能够涵盖从对较小产量需求的热压罐技术,一直到超过10万件每年产能需求的热塑性工艺。
优化设计,HRC经验丰富
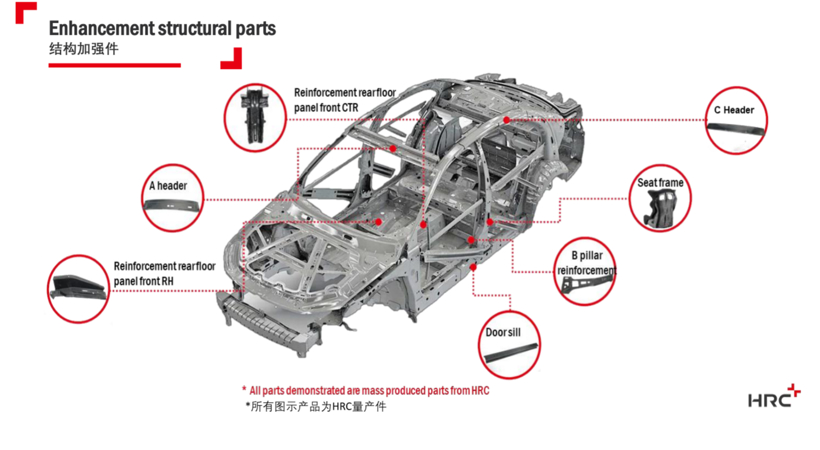
这里,HRC展现的是量产的结构件,例如Polestar 1项目中的后地板中通道加强梁。HRC目前可以覆盖不同的产能需求,HRC满足中低产能需求的应用案例,分为0-500件每年,500-1500件每年和1500-5000件每年的案例。
在超级跑车上的应用,从铝合金到碳纤维,可以实现大约4.5kg的减重,相比钢可以做到10kg的减重,HRC非常擅长提供清漆表面的碳纤维产品。这里展示的是HRC为前途开发的碳纤维产品,HRC使用了热压罐等工艺来生产。这里也是HRC负责的另一个项目,所有的部件都使用的碳纤维,其中结构件部分可以做到50%的减重。
这页展示的A级表面关键应用,分别是机盖内面和外面,下面的三张是复合材料在结构件上面的应用。当产品的年产能需求上升,HRC也会使用到图片上这种锻造碳纤维技术,通常会使用模压或者热压罐成型。同时HRC也会使用天然纤维,尤其是亚麻的应用,在实现环保可持续的前提下更轻,并且拥有更好的抗冲击性能。
当年产量需求达到5000件以上的时候,为了获得更具竞争力的产品单价,HRC会使用高压RTM或者SMC模压以及预浸料模压工艺,在这种情况下就不再使用热压罐工艺了。
这里再次举例,针对高产能需求的比如防撞梁或者地板,为了应对侧向冲击或者保护地板中的电池包,HRC会选择碳纤维的拉挤成型工艺。该工艺节拍非常快,可以做到每分钟生产0.3-0.5米。
外观件方面,HRC可以提供别致的彩色纹理,同时也可以安排金属预埋件。这里也是SMC工艺生产的结构件,可以实现高产能需求前提下,结合锻造碳纤维的高强度,同时也可以安排金属预埋件。
在生产过程中,不可避免会产生边角料或者报废件,这里展示的是HRC可以对碳纤维进行回收,并且用回收碳纤维再生产碳纤维部件。HRC也通过SMC工艺来生产电池包的上盖,可以看到在玻纤的主体上,图中的黑色碳纤维单向带可以进行结构的增强。这里展示的是自动化的高压RTM技术,能够实现高达10万件每年的产能需求。
在底盘结构件方面,HRC已经有项目将金属板簧替换为玻纤板簧,通过一模多腔模具设计和高压RTM成型,实现了高节拍生产和4.5kg减重。
为了应对高产能的需求,同时兼顾成本,HRC在热塑技术方面做了较大投入,这里展示的是将热塑单向带与背面注塑工艺相结合,实现较快的生产节拍,最快45秒-1分钟。这是我们HRC集团成员Engenuity(英智迪)与主机厂合作的C柱加强件。此外,将热塑性有机板与背面注塑相结合,也可以用于制造比如车顶加强粱这样的结构件,同样也能实现较高的产能。
在高产能需求的前提下,HRC将热塑性有机板与背面注塑结合生产的内饰,可以做到一次成型,无需铆接或者胶结。这里,我们通过将编织有机板与背面注塑结合,用于混合材料汽车顶盖成型。













